Engineering Insights: How to Solve 10 Common Injection Molding Defects
Injection molding defects can cause delays on the production floor, but their impact can also extend to wider business operations and even the company’s bottom line. Defects that go unaddressed can damage a company’s reputation or put customer safety at risk. During his 30-year career, Bill Fierens, Lead Senior Technical Development Engineer at M. Holland, has identified common causes for different types of defects. Though each situation is unique, read on to learn where to start troubleshooting and download the Defect Quick-Reference Guide.
10 Common Injection Molding Defects + How to Fix Them
Injection molding defects can have various causes. According to Bill, addressing defects promptly is essential to maintain operational efficiency, ensure product quality and safeguard molders’ long-term success.
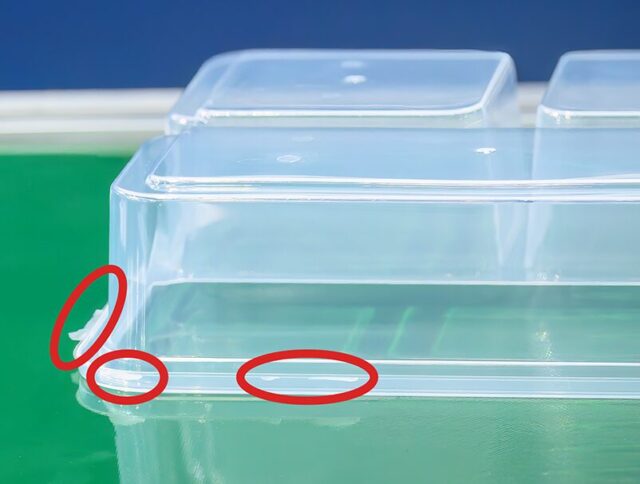
1. Flash
“Flash is one of the most common reasons injection molded parts get scrapped,” Bill explained. Flash occurs when excess material collects around the perimeter of a part, much like crusty batter around the edges of a waffle. Causes for flash vary. Flash often occurs when too much material is injected into a mold but it can also signal an issue with how the mold is held shut. If two sides of a mold don’t come together perfectly or there is inadequate clamp tonnage holding the mold shut, flash is often the result. Flash can also be caused by over-pressurization or obstruction, the latter typically occurring where flash has not previously been a problem.
To address flash, the first step is to simply disassemble and clean the mold of any obstructions. If that doesn’t solve the problem, the pressure during mold-filling and the amount of material being dispensed are the top two likely culprits. Bill recommends checking both pressure and material amounts during the molding process by reducing follow-up pressures (pack and hold) and/or reducing your set shot size to determine whether they are the cause. Mold parting lines tend to wear over time and are a common maintenance item. In many cases, welding and/or resurfacing of mold or insert parting lines could be required.
2. Blisters
Blistering is an external defect visible on the surface of a molded part. It occurs when compressed gas fails to escape the mold cavity and is instead contained inside the injected polymer. Although blisters can occur when air is simply trapped inside a mold, they are more common when working with volatile materials.
“Volatile materials, such as acetal, polyvinyl chloride (PVC) and chlorinated PVC, have the potential to emit gas when overprocessed over other stable materials. Some additives, such as flame retardants, and processes, like foaming a polymer, increase a material’s overall melt volatility and make it more likely to blister. Blisters can also be seen with material contamination, which exacerbates in the form of material delamination,” Bill said.

Proper mold venting can often solve blistering problems. However, while adding vents gives the trapped gas a way to escape, it can also irreversibly alter a mold. Before you take action, Bill recommends reviewing your material handling process. When some materials are not pre-dried ahead of the molding process, the moisture inside will turn to steam and cause blisters. In other cases, a slight change of process will be enough to solve blistering problems.
3. Bubbles
Bubbles, commonly confused with voids, are internal defects that can be seen in the cross-section of a molded part. In appearance and cause, bubbles are very similar to blisters.
“Bubbles are generally filled with air or gaseous volatiles, which can expand and potentially pop,” Bill said. ”Applying heat immediately after part ejection can also help determine what is causing the issue. When heated, voids will shrink, but bubbles and blisters will pop.”

4. Burns
Burns occur when compressed air becomes overheated. Generally they are a cosmetic, rather than structural issue. It is possible to scrape off a burn like you would peel a carrot; however, the burnt plastic odor will remain.
“Burns won’t always be dark in color; they can be various shades, from white to brown to black,” Bill explained. “The darker the burn, the more compressed the air. While troubleshooting burns, a good sign you are on the right track is when the burn gets lighter in color before it disappears.”
To address a burning defect, you must give the trapped air a way to escape. Often, this can be accomplished by simply cleaning the mold and ejector pins to enhance natural venting. Vacuum venting is a more complex solution, which involves added maintenance and cost to implement. If these options are not possible, a molding process change is required.

“Introducing material to the mold cavity very slowly could allow the trapped air enough time to escape, but this strategy is not ideal, as it will result in other molding efficiency issues.”
5. Short Shots
Short shots are also known as non-fill or unfilled parts. When a mold does not produce a complete part, the molded polymer must be scrapped. According to Bill, short shots and flash are the top reasons injection-molded parts are scrapped.
“Short shots typically occur when plastic does not completely fill a mold during the injection molding process, resulting in a part that looks like a portion has been melted away,” Bill said.

“The first step to solving short shots should always be to clean the mold. Make sure that no blockages or other debris are causing the mold to fill incorrectly,” Bill advised. “You can also verify the amount of material being delivered to the mold during all filling phases. As a rule, you should fill each mold from 95% to 98% full as quickly as possible during the first stage injection and transfer from the first to the second stage at this position to minimize short shots and flash.”
Additional causes of short shots include trapped air pockets or poor design that doesn’t allow the mold to completely fill. Additionally, Bill sees short shots happen when parts have an exaggerated feature, such as a too-tall rib, that cannot be entirely filled during processing.
6. Marbling
Marbling is a visual defect that causes the desired solid-color part to look more like different colors of paint swirled together. Marbling is a coloring issue that presents as streakiness or color inconsistency throughout the part.
“Marbling is caused when additives are improperly dispersed within the molten polymer, usually by undermixing before molding,” Bill said. “I sometimes see molders attempt to solve a marbling issue by adding more colorant. That solves the problem visually but can compromise the integrity of the part. Adding a higher percentage of additives than typically recommended can make the final part brittle.”

Bill recommends implementing process attributes to minimize marbling, such as increasing the mixing time before a polymer is injected into the mold cavity. Mixing can be improved by lowering screw RPMs and/or increasing back pressure to allow the screw to rotate longer during screw recovery. You can also increase the melt temperature if the material allows. In extreme cases, you could run a reverse temperature profile where heaters along the barrel are cooler in the front and warmer in the rear to encourage incorporation of the additive earlier during screw recovery; however, this is not ideal as premature melting could cause other issues that could interfere with efficient pellet conveying. Working with your colorant supplier to reformulate is also a worthwhile exercise. If marbling is a chronic issue, consider acquiring screws specifically designed for mixing.
7. Knit Lines
Knit lines or weld lines occur where two or more flow fronts meet, usually near a hole in the part. When flow fronts come together, they create a seam that denotes a weak area. According to Bill, knit lines are frequently misdiagnosed as cosmetic scratches or cracks but represent a deeper issue.
“It is possible to reduce knit lines by allowing material to overflow at the knit line location to improve meld. The material remnants from overflows are then removed during ejection or after molding,” Bill said. “Venting can improve the integrity of a knit line, but it won’t solve the problem entirely. The best option to solve knit lines is to relocate the mold’s gate. However, for high-liability parts such as children’s car seats, the problem may be more easily avoided by redesigning a mold to be one solid piece and drilling any necessary holes back into the part after molding.”

8. Sink Marks
Sink marks look like small depressions in the molded part. According to Bill, sink marks can be caused when not enough plastic is injected into the mold cavity, but more commonly they are the result of a part design issue. Sink marks are often seen around rib or boss projections when the projection is too thick compared to the wall it is attached to, causing the projection to sink into the part surface.
Bill highlights several ways to solve sink marks. “Adding a foaming agent to the polymer before it is molded can improve the surface flatness of parts suffering from sink marks but can cause additional cosmetic issues as the foam impinges upon the part surface. You can use the gas-assist injection molding method to improve sink marks by purposefully making the walls of the part thicker before running a gas channel to core it out. But this solution adds weight to the final product and increases the amount of material used, making production more costly.”

“If you are seeing sink marks around projections, the part can be redesigned so that the projection thickness does not exceed 50% of the wall it is attached to. Finally, you can add more material via processing until the part surface doesn’t sink.”
Bill does not recommend adding more material alone to combat sink marks, as this approach can lead to other problems, including flash or parts sticking in molds and higher residual part stress levels. Adding more material will also increase production costs.
9. Warping
Warping, also known as distortion, occurs when a molded part has not taken the shape of the mold. Bill compares it to getting a Pringle when you expected a plate. Causes of warping are complex but most commonly caused by non-uniform cooling, shrink or stress.
Leaving the polymer in the mold longer could help set its shape, but Bill finds warping is often a material issue. It is most likely to happen when the shape of additives or fillers impedes uniform shrink. In this case, Bill recommends a filler change to minimize warping. For example, if you use glass fiber filler and the end-properties allow, try switching to glass beads, as the round shape improves shrink uniformity and can decrease warping.

10. Splay
Splay is also known as mica or silver streaking. It manifests as silver streaks on colored plastic but is often hard to detect on white parts. In most cases, splay compromises the integrity of the polymer, so it cannot be reprocessed and must be discarded.
There are two types of splay: moisture splay and heat splay. Moisture splay is caused by excessive levels of moisture in the material. Moisture splay is visible all over the part, making it easy to identify; whereas heat splay is commonly more localized. Heat splay looks similar to moisture splay but is caused by overprocessing. When the polymer is too hot for too long it degrades, causing heat splay.
To determine whether a part is exhibiting heat or moisture splay, below are a few questions to ask:

- Is the splay localized (heat) or widespread (moisture)?
- Is there an odor of burnt plastic (heat)?
- Is splay silver (moisture or heat) or turning brown (heat)?
Once you have identified the type of splay, you can take steps toward solving it. Bill recommends beginning by seeking out a better understanding of the material you are working with.
“Materials that are prone to moisture splay — also known as hygroscopic materials — should be pre-dried. If you’re pre-drying a material as part of your injection molding process, ensure dryers are functioning properly and you have a means of measuring pellet moisture,” Bill said. “To combat heat splay, look to your material supplier to learn the suggested temperature parameters for the material. Then, safely measure the melt temperature and internal nozzle temperature to see if you’re within the recommended parameters and adjust accordingly.”
Engineering Insights: Practical Plastics Solutions
From obvious consequences such as production downtime and increased scrap to more intangible yet equally damaging effects, like a negative brand image in the industry or customer dissatisfaction, injection molding defects present a unique set of challenges that can impact success if left unaddressed.
“Remember that injection molding is a complex process,” Bill advises. “Defects can be caused by any number of things, including material handling, machine malfunction, an improperly sized machine nozzle and so on. If you’ve given my tips a try and still can’t diagnose the issue, working with a technical engineer can help pinpoint the problem and set you on a path toward a resolution.”
Download the Defect Quick-Reference Guide for on-the-go troubleshooting. Industry veterans like Bill Fierens are sharing their expertise in our Engineering Insights series. Sign up to receive the latest news and insights from M. Holland.
Disclaimer: The information provided in this post is intended solely for general guidance. Outcomes vary based on individual circumstances, and M. Holland Company, LLC does not ensure a specific result. Clients shall use their own independent skills and expertise when testing any application of technical support. M. Holland is not responsible and will not be liable for any discrepancies between expected and actual outcomes. M. HOLLAND DISCLAIMS ALL WARRANTIES, WHETHER EXPRESS OR IMPLIED, INCLUDING WITHOUT LIMITATION ANY WARRANTIES OF MERCHANTABILITY OR FITNESS OF A PRODUCT FOR A PARTICULAR PURPOSE.

Bill has 31 years of plastics experience in technical service and engineering. In his position with M. Holland, Bill strategically applies his extensive knowledge of plastics manufacturing processes to various client scenarios. He reviews workload requirements to recommend thermoplastic resin materials that meet customers’ component, functional and logistic requirements.